
电渗析中试系统
BNED-32-100-SA
-
电极形式 :
钛涂钌铱板
-
过滤面积 :
48m²
-
工作压力 :
0-0.12MPa
-
允许工作温度 :
≤40℃
-
pH适用范围 :
0-14
一、酒石酸的来源
鲜榨葡萄汁中酒石酸含量平均4–10 g/L,其中60–80 % 以酒石酸氢钾 (KHT) 形式存在,10–20 % 为酒石酸钙,其余为游离酸。酵母菌发酵把糖转化为乙醇的同时,葡萄汁中原有的酒石酸、苹果酸、柠檬酸等几乎全部被保留下来,pH 3.0–3.8、乙醇 11–15 %。在陈酿与低温贮存阶段,KHT因溶解度骤降而不断析出,形成“酒石”,最终使 KHT降至 1.5–2.0 g/L 。
二、传统方法降低酒石酸含量
酒石酸可提供清爽酸味,抑制有害菌生长,保护葡萄酒色泽与香气;但低温或长期瓶储时,KHT 仍呈过饱和析出,出现“玻璃碴”样晶体,影响货架期产品的品质稳定性。为了稳定葡萄酒品质,传统工艺采用以下方法:冷冻降温析晶法、离子交换树脂法、添加抑制剂、加化学试剂沉淀。但这些方法存在各自的弊端。
三、电渗析法降低酒石酸含量
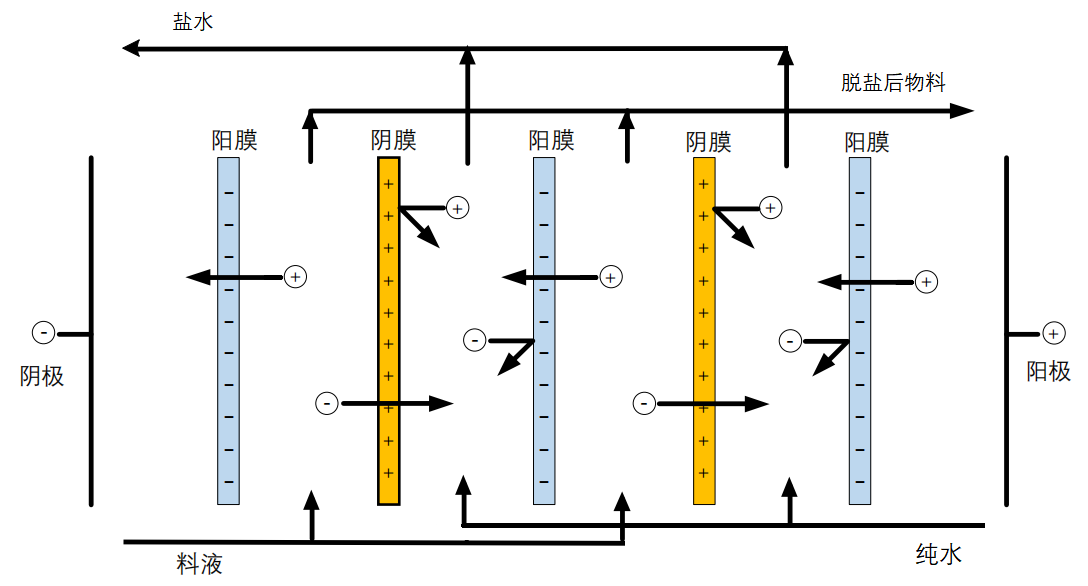
电渗析通过离子交换膜和直流电场共同作用,实现脱酸目的,已在国外葡萄酒生产中有大量应用。葡萄酒流经物料腔室,K⁺穿过阳膜向阴极迁移,HT⁻ 穿过阴膜向阳极迁移,随时间推移,葡萄酒中的酒石酸盐逐渐降低至合格范围。电渗析脱酸原理如下图:
利用离子交换膜实现离子脱除的同时,有机成分损失小,膜无需再生,避免了离子交换树脂的弊端。采用电渗析法脱除酒石酸,需要关注:
四、电渗析特点及优势
随着消费升级,电渗析技术在分子层面精准剔除过饱和酒石酸,成为葡萄酒“零冷储”工厂的核心单元。博纳科技专注物料分离纯化,采用电渗析离子交换膜法脱酸除盐已经积累了越来越多的应用案例,如菠萝汁脱酸增甜、柑橘汁脱酸、葡萄酒脱酸、乳清蛋白脱盐等;采用双极膜电渗析对果汁进行原位降pH灭酶、升pH脱酸也有独特应用。

山东博纳生物科技集团有限公司
电话:0531-88804339
手机:18678828036
地址:山东省济南市高新区粤浦科创中心

技术客服

技术客服
